Свежие патенты д.т.н. Жаркова В. А.:
Д.т.н. Жарков В. А. получил уже более 50 патентов и а. с. Большинство патентов получено в соавторстве с сотрудниками Волжского автомобильного завода, и на ВАЗе эти патенты, в основном, внедрены или находятся на стадии внедрения.
Приводим названия и краткие описания некоторых свежих патентов Жаркова В. А. Более подробные описания можно найти по прилагаемой к каждому патенту ссылке в Интернете.
1.
http://www.freepatent.ru/patents/2047407
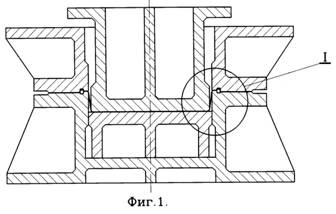
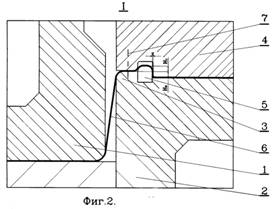
Штамп для вытяжки кузовных деталей (патент РФ № 2047407)
|
Классы МПК: |
B21D22/00Обработка давлением без резки путем штамповки, ротационного выдавливания или глубокой вытяжки |
|
Автор(ы): |
Ананченко И.Ю., Жарков В.А. |
|
Патентообладатель(и): |
Научно-технический центр Волжского объединения по производству легковых автомобилей "АвтоВАЗ" |
|
Приоритеты: |
подача
заявки:
публикация
патента: |
Изобретение относится к листовой штамповке и может быть использовано во всех отраслях машиностроения для вытяжки деталей из листовых материалов на прессах простого и двойного действия. Сущность изобретения: штамп для вытяжки кузовных деталей содержит пуансон, матрицу с перетяжным порогом и перетяжным ребром и прижим с углублениями под перетяжной порог и перетяжное ребро. Перетяжное ребро размещено непосредственно за перетяжным порогом без зазора между ними и тем самым перетяжное ребро становится продолжением перетяжного порога. При вытяжке кузовной детали в штампе ширина и масса технологического припуска, идущего после обрезки в отход, уменьшается, за счет чего уменьшаются размеры листовой заготовки и достигается экономия листового проката. 2 ил.
2.
http://www.freepatent.ru/patents/2049579
Способ вытяжки детали (патент РФ № 2049579)
|
Классы МПК: |
B21D22/00Обработка давлением без резки путем штамповки, ротационного выдавливания или глубокой вытяжки |
|
Автор(ы): |
Ананченко И.Ю., Ерофеев А.В., Жарков В.А. |
|
Патентообладатель(и): |
Акционерное общество "АвтоВаз", (Волжский автомобильный завод) |
|
Приоритеты: |
подача
заявки:
публикация
патента: |
Использование: изобретение относится к листовой штамповке и может быть использовано во всех отраслях машиностроения для вытяжки деталей из листовых материалов на прессах простого и двойного действия. Сущность изобретения: способ включает размещение заготовки в штампе, прижим ее краевой части, формоизменение центральной части при помощи пуансона и матрицы. На начальных этапах формоизменения в краевой части заготовки, выступающей наружу за прижимные поверхности матрицы и прижима штампа, образуют гофры, которые на последующих этапах формоизменения разглаживаются при втягивании между прижимными поверхностями матрицы и прижима, и после вытяжки служат частью поверхности готовой детали. В процессе разглаживания гофр создается необходимое усилие торможения перемещению края заготовки, что обеспечивает получение качественных деталей и экономию листового проката. Технический результат изобретения повышение качества деталей и экономия материала. 2 ил.
3.
http://www.freepatent.ru/patents/2060076
Способ вытяжки с растяжением (патент РФ № 2060076)
|
Классы МПК: |
B21D22/00Обработка давлением без рез ки путем штамповки, ротационного выдавливания или глубокой вытяжки |
|
Автор(ы): |
Ананченко И.Ю., Ерофеев А.В., Жарков В.А. |
|
Патентообладатель(и): |
Акционерное
общество "АвтоВАЗ", |
|
Приоритеты: |
подача
заявки:
публикация
патента: |
Использование: в различных отраслях машиностроения для вытяжки кузовных деталей на прессах простого и двойного действия. Сущность изобретения: в процессе прижима периферийной части заготовки на ней формируют элемент торможения в виде равнобедренной трапеции. В процессе вытяжки торможение производят на боковых сторонах трапеции с зазором между толщиной заготовки с учетом положительного допуска по толщине, а на меньшем основании трапеции зазор составляет 2,0 - 2,3 толщины заготовки. Технический результат : повышение стойкости инструмента за счет уменьшения износа тормозного элемента, а также экономия листового проката. 3 ил.
4.
http://www.freepatent.ru/patents/2092260
Штамп для вытяжки кузовных деталей (патент РФ № 2092260)
|
Классы МПК: |
B21D22/00Обработка давлением без резки путем штамповки, ротационного выдавливания или глубокой вытяжки |
|
Автор(ы): |
Ананченко И.Ю., Жарков В.А. |
|
Патентообладатель(и): |
Акционерное общество Научно-технический центр "АвтоВАЗ" |
|
Приоритеты: |
подача
заявки:
публикация
патента: |
Использование: изобретение относится к области листовой штамповки и может быть применено во всех отраслях машиностроения для вытяжки деталей из листового материала. Преимущественная область его применения - штамповка кузовных деталей сложной формы автомобильной промышленности, сельхозтехники, бытовой техники и т.п. Сущность: штамп для вытяжки кузовных деталей содержит пуансон, матрицу, вставку матрицы и прижим. Прижимные поверхности матрицы и прижим выполнены с уклоном в зонах, где требуется создать дополнительное усилие торможения перемещению фланца заготовки. Уклоны прижимных поверхностей выполнены в виде отрезков прямых линий, образующих с прижимными поверхностями матрицы и прижима углы, равные 15 oC 25o, или дуг окружностей с радиусами, равными (8,5 oC 10,0)Sо, где Sо - исходная толщина заготовки, или в виде гиперболических кривых. Такая конструкция штампа уменьшает нормы расхода листового проката путем сокращения технологических припусков на поверхности прижима и уменьшает стоимость наладки вытяжного штампа, а также сокращает сроки наладки штампа. 6 ил.
5.
http://www.freepatent.ru/patents/2185913
Способ вытяжки с прижимом полых деталей (патент РФ № 2185913)
|
Классы МПК: |
B21D22/00Обработка давлением без резки путем штамповки, ротационного выдавливания или глубокой вытяжки |
|
Автор(ы): |
Ананченко И.Ю., Кандауров П.И., Жарков В.А. |
|
Патентообладатель(и): |
Акционерное общество "АВТОВАЗ" |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении из листовых материалов кузовных деталей сложной формы. Фланец заготовки зажимают и производят ее вытяжку в прессе. При этом осуществляют первую основную и вторую заключительную стадии вытяжки. На первой стадии вытяжку ведут с прижимом фланца заготовки от подушки пресса. На второй стадии фланец прижимают с помощью пневматических пружин, усилие прижима которых превышает усилие прижима подушки пресса на протяжении всего процесса вытяжки. После окончания второй заключительной стадии вытяжки производят калибровку вытянутого полуфабриката, при которой усилие калибровки передают через корпусы пневматических пружин. В результате обеспечивается повышение качества полученных деталей и экономия листового проката. 2 ил.
6.
http://www.freepatent.ru/patents/2206421
Способ вытяжки с прижимом полых деталей (патент РФ № 2206421)
|
Классы МПК: |
B21D22/00Обработка давлением без резки путем штамповки, ротационного выдавливания или глубокой вытяжки |
|
Автор(ы): |
Ананченко И.Ю., Кандауров П.И., Жарков В.А. |
|
Патентообладатель(и): |
Акционерное общество "АВТОВАЗ" |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке и может быть использовано для вытяжки различных деталей из листовых материалов, в частности для штамповки кузовных деталей сложной формы для автомобилей, автобусов, сельхозтехники и т. д. На основной стадии процесса вытяжку осуществляют с прижимом заготовки от пневматических пружин, а на заключительной стадии процесса вытяжку производят с прижимом заготовки от подушки пресса. В конце процесса осуществляют калибровку вытянутого полуфабриката, причем усилие калибровки передается через корпуса пневматических пружин. Повышается точность и качество вытягиваемых деталей, достигается экономия листового проката. 2 ил.
7.
http://www.freepatent.ru/patents/2242316
Штамп для вытяжки кузовных деталей сложной формы
|
Классы МПК: |
B21D22/02.штамповка с помощью штампов, пуансонов и т.п. инструментов |
|
Автор(ы): |
Ананченко И.Ю. (RU), Жарков В.А. (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к холодной листовой штамповке. Штамп для вытяжки кузовных деталей сложной формы содержит пуансон, матрицу с перетяжным порогом и перетяжными ребрами и прижим с перетяжными ребрами. Первое перетяжное ребро на прижиме установлено между перетяжным порогом матрицы и первым перетяжным ребром матрицы, а следующие перетяжные ребра прижима установлены соответственно между перетяжными ребрами матрицы. Достигается повышение качества штампуемых деталей, а также экономия листового проката. 2 ил.
8.
http://www.freepatent.ru/patents/2242317
Способ торможения фланца листовой заготовки в процессе вытяжки
|
Классы МПК: |
B21D22/02.штамповка с помощью штампов, пуансонов и т.п. инструментов |
|
Автор(ы): |
Ананченко И.Ю. (RU), Жарков В.А. (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к холодной листовой штамповке. Способ торможения фланца листовой заготовки в процессе вытяжки включает перегиб при перемещении через перетяжные ребра и пороги. При этом фланец заготовки тормозят путем его чередующегося знакопеременного изгиба при перемещении через перетяжной порог и не менее одного, следующего за ним ряда перетяжных ребер. После изгиба каждого элемента фланца в одном направлении осуществляется спрямление и изгиб в противоположном направлении. Достигается повышение точности и качества вытягиваемых деталей, а также экономия листового проката. 1 з.п. ф-лы, 3 ил.
9.
http://www.freepatent.ru/patents/2243051
Штамп для вытяжки кузовных деталей
|
Классы МПК: |
B21D22/02.штамповка с помощью штампов, пуансонов и т.п. инструментов |
|
Автор(ы): |
Ананченко И.Ю. (RU), Ерофеев А.В. (RU), Жарков В.А. (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к области листовой штамповки. Штамп для вытяжки кузовных деталей содержит пуансон, матрицу с перетяжным порогом и выемкой под перетяжное ребро, размещенное в прижиме. Перетяжной порог матрицы смещен от ее вытяжной кромки к ее периферии. Выемка под перетяжное ребро выполнена между вытяжной кромкой матрицы и перетяжным порогом и прилегает к нему. При этом перетяжное ребро установлено с зазором относительно перетяжного порога, равным толщине штампуемого материала с учетом положительного допуска по толщине листа. Достигается уменьшение технологического припуска заготовки и, следовательно, уменьшение отхода металла. 2 ил.
10.
http://www.freepatent.ru/patents/2284239
Способ вытяжки с жестким зажимом краев заготовки (патент РФ № 2284239)
|
Классы МПК: |
B21D22/22..с приспособлениями для захвата края заготовки |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к обработке металлов давлением, в частности к вытяжке кузовных деталей автомобилей. Заготовку жестко зажимают за два противоположных края с одновременной формовкой на этих краях элементов торможения и далее воздействуют на центральную часть заготовки силой деформирования. При этом элементы торможения формуют на двух противоположных краях не доходя до контура заготовки на определенное расстояние с двух сторон от конечных точек каждой линии формовки. Повышается качество за счет исключения разрывов заготовки и уменьшаются нормы расхода листового материала на деталь. 3 ил.
11.
http://www.freepatent.ru/patents/2292976
Способ вытяжки деталей из листового материала (варианты) (патент РФ № 2292976)
|
Классы МПК: |
B21D22/22..с приспособлениями для захвата края заготовки |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к области листовой штамповки. Способ включает прижим краевой части заготовки и дальнейшее втягивание краевой части заготовки в зазор между пуансоном и матрицей. По первому варианту после прижима краевой части заготовки осуществляют формовку углублений в центральной части заготовки с обеспечением предварительного набора поверхности заготовки за счет утонения материала, а затем, на этом же переходе вытяжки, осуществляют разглаживание и втягивание набранной поверхности заготовки и одновременное втягивание краевой части заготовки в зазор между пуансоном и матрицей, с образованием стенки пространственной детали. По второму варианту способа прижим краевой части заготовки и дальнейшее втягивание краевой части заготовки в зазор между пуансоном и матрицей осуществляют при ходе ползуна пресса вниз, при этом после прижима краевой части заготовки осуществляют начальную стадию вытяжки на неполную глубину детали, затем проводят формовку углублений в центральной части заготовки с обеспечением предварительного набора поверхности заготовки за счет утонения материала, а затем, на конечной стадии вытяжки, осуществляют разглаживание и втягивание набранной поверхности заготовки и одновременное втягивание краевой части заготовки в зазор между пуансоном и матрицей, с образованием стенки пространственной детали. Достигается снижение трудоемкости процесса вытяжки и повышение качества изготавливаемой детали за счет увеличения предельной глубины вытяжки. 2 н.п. ф-лы, 2 ил.
12.
http://www.freepatent.ru/patents/2295414
Способ малоотходной вырубки заготовки из ленты, широкого рулона или полосы (варианты) (патент РФ № 2295414)
|
Классы МПК: |
B21D28/06..изготовление нескольких изделий из одной и той же заготовки; изготовление изделий без отходов |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. В способе из листового материала в виде ленты, широкого рулона или полосы последовательно одну за другой с определенным шагом, заданным подающим устройством оборудования, вырубают заготовки при помощи пуансона и матрицы вырубного штампа, установленного на этом оборудовании. Заготовки вырубают без боковых перемычек между двумя соседними заготовками и между заготовками и краями ленты. Используют цилиндрический пуансон со скошенной гранью, имеющий в поперечном сечении вид окружности с хордой и диаметром, большим ширины ленты. Разность между номинальным размером диаметра пуансона, с учетом нижнего предельного отклонения, и номинальным размером ширины ленты, с учетом верхнего предельного отклонения, больше номинальной толщины листового материала. В вариантах способа хорда окружности в поперечном сечении пуансона может быть равна, меньше или больше длины отрезков, отсекаемых пуансоном по двум краям ленты в процессе вырубки заготовки. Шаг подачи листового материала или вырубного штампа равен или больше номинальной длины заготовки в поле допуска подающего устройства оборудования. В другом варианте способа при вырубке используют цилиндрический пуансон, имеющего в поперечном сечении вид окружности диаметром, большим ширины ленты. При этом разность между номинальным размером диаметра пуансона, с учетом нижнего предельного отклонения, и номинальным размером ширины ленты, с учетом верхнего предельного отклонения, больше номинальной толщины листового материала, шаг подачи ленты или вырубного штампа меньше диаметра пуансона, с учетом нижнего предельного отклонения в поле допуска подающего устройства оборудования, а последующая и предыдущая окружности контура пуансона в плане перекрывают друг друга на такую величину, что острый угол между касательными к последующей и предыдущей окружностям в точке их пересечения больше 1°. В следующем варианте способа используют пуансон с поперечным сечением в виде замкнутого или незамкнутого правильного или неправильного многоугольника, размеры которого в направлении, перпендикулярном сторонам ленты, больше ширины заготовки и в направлении вдоль ленты больше длины заготовки, а минимальный острый угол между стороной пуансона в поперечном сечении и стороной ленты больше 1°. Разность между номинальной шириной пуансона с учетом нижнего предельного отклонения в направлении, перпендикулярном сторонам ленты, и номинальной шириной ленты, с учетом верхнего предельного отклонения, и разность между номинальной длиной пуансона, с учетом нижнего предельного отклонения, и номинальной длиной заготовки, с учетом верхнего предельного отклонения, больше номинальной толщины ленты. Шаг подачи листового материала или вырубного штампа равен или больше номинальной длины заготовки в поле допуска подающего устройства оборудования. Достигается экономия листового материала, повышение точности вырубленных заготовок и стойкость вырубного штампа. 5 н.п. ф-лы, 7 ил.
13.
http://www.freepatent.ru/patents/2302919
Штамп для вытяжки кузовных деталей (патент РФ № 2302919)
|
Классы МПК: |
B21D22/22..с приспособлениями для захвата края заготовки |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке и может быть использовано при вытяжке деталей. Штамп содержит пуансон, матрицу с перетяжным порогом, прижим и перетяжное ребро. Перетяжное ребро закреплено в прижиме, который имеет углубление под перетяжной порог матрицы. Стенкой углубления является внутренняя поверхность перетяжного ребра. Матрица имеет углубление под перетяжное ребро. Углубление расположено непосредственно за перетяжным порогом. Перетяжное ребро установлено с зазором относительно перетяжного порога. Величина зазора равна толщине штампуемого металла с учетом положительного допуска по толщине. Нижняя кромка перетяжного ребра входит в углубление матрицы в крайнем нижнем положении штампа на величину, превышающую толщину штампуемого материала. В результате обеспечивается повышение качества полученных деталей и снижение материалоемкости. 2 ил.
14.
http://www.freepatent.ru/patents/2308343
Способ малоотходной вырубки заготовки из карточки (варианты) (патент РФ № 2308343)
|
Классы МПК: |
B21D28/02.вырубка или высечка заготовок или изделий с образованием отходов или без них |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к области обработки металлов давлением и может быть использовано для штамповки различных деталей. Способ включает отрезку карточки от листового материала в виде листа, полосы, ленты или широкого рулона и вырубку заготовки из этой карточки при помощи пуансона и матрицы. По одному варианту из квадратной карточки вырубают заготовку круглым пуансоном, диаметр которого превышает длину карточки. По второму варианту из прямоугольной карточки, длина которой больше ширины, вырубают заготовку круглым пуансоном, диаметр которого превышает длину карточки. По третьему варианту из прямоугольной карточки вырубают заготовки круглым пуансоном, диаметр которого больше ширины, но меньше длины карточки. Четвертый вариант предполагает вырубку заготовки из квадратной карточки пуансоном с поперечным сечением в виде замкнутого или незамкнутого, правильного или неправильного многоугольника, размеры которого в направлениях, перпендикулярных сторонам карточки, больше размеров карточки в этих же направлениях. По пятому варианту из прямоугольной карточки вырубают заготовки пуансоном с поперечным сечением в виде замкнутого или незамкнутого, правильного или неправильного многоугольника, размеры которого в направлениях, перпендикулярных сторонам карточки, больше длины и ширины карточки. По шестому варианту из прямоугольной карточки вырубают заготовки пуансоном с поперечным сечением в виде замкнутого или незамкнутого, правильного или неправильного многоугольника, размеры которого в направлениях, перпендикулярных сторонам карточки, больше ширины карточки, но меньше ее длины. Расширяются технологические возможности и уменьшается расход материала. 6 н.п. ф-лы, 8 ил.
15.
http://www.freepatent.ru/patents/2308697
Способ испытания листового материала на пружинение и предельные параметры при одноугловой гибке (варианты) (патент РФ № 2308697)
|
Классы МПК: |
G01N3/28.исследование пластичности, например при определении пригодности листового металла для глубокой вытяжки или выдавливания |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кирюшин Александр Анатольевич (RU), Жарков Валерий Алексеевич (RU), Афанасьев Евгений Васильевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Сущность: осуществляют испытание на изгиб образца на любой угол до 90°. Для испытания в качестве технического устройства используют штамп-прибор с пуансоном, матрицей, прижимной плитой. Штамп-прибор устанавливается на мощное прессовое оборудование, а в качестве измерительных приборов применяют индикатор, масштабную линейку и транспортир повышенной точности, при помощи которых с высокой точностью определяют линейные и угловые параметры образца после разгрузки, а затем по формулам рассчитывают угол пружинения образца.
Технический результат: обеспечение возможности более точно определить пригодность материала для штамповки деталей повышенной точности на данных операциях. 5 н.п. ф-лы, 13 ил.
16.
http://www.freepatent.ru/patents/2333471
Штамп-прибор для испытания и способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты) (патент РФ № 2333471)
|
Классы МПК: |
G01N3/28.исследование пластичности, например при определении пригодности листового металла для глубокой вытяжки или выдавливания |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU), Афанасьев Евгений Васильевич (RU), Кирюшин Александр Анатольевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Для испытания в качестве технического устройства используют штамп-прибор с пуансоном и матрицами, причем штамп-прибор устанавливается на прессовое оборудование, а в качестве измерительных приборов применяют индикаторы и транспортиры повышенной точности, при помощи которых с высокой точностью определяют линейные и угловые параметры образца после разгрузки. Технический результат: расширение технических возможностей прибора и максимальное приближение процедуры испытания к производственным способам гибки листа. 6 н. и 5 з.п. ф-лы, 7 ил.
17.
http://www.freepatent.ru/patents/2344404
Способ испытания листового материала на растяжение, изгиб и пружинение (варианты) (патент РФ № 2344404)
|
Классы МПК: |
G01N3/26 .исследование прочностных свойств при скручивании или навивке |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU), Кирюшин Александр Анатольевич (RU), Афанасьев Евгений Васильевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Сущность: плоский образец в виде узкой длинной полосы с двумя отверстиями по краям укладывают горизонтально отверстиями без зазора на два неподвижных штифта штампа-прибора, который закреплен на испытательной машине или прессе. В штампе-приборе образец прижимают по двум краям и доводят до разрушения при помощи вертикального перемещения между краями образца пуансона с плоским торцом и закругленными углами, закрепленного в подвижном захвате испытательной машины или на ползуне пресса, а затем определяют и рассчитывают параметры штампуемости образца. По полученным параметрам оценивают пригодность испытанного листового материала, из которого был вырезан образец, для изготовления деталей повышенной точности на таких операциях листовой штамповки, как гибка, формовка, вытяжка. Чем меньше углы пружинения и прогиб участка образца под торцом пуансона для данного листового материала, тем выше будет точность деталей, отштампованных из этого материала. Технический результат: повышение точности испытания. 3 н.п. ф-лы, 5 ил.
18.
http://www.freepatent.ru/patents/2344405
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты) (патент РФ № 2344405)
|
Классы МПК: |
G01N3/26 |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU), Кирюшин Александр Анатольевич (RU), Афанасьев Евгений Васильевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача заявки:
начало действия патента:
публикация патента: |
Изобретение относится к листовой штамповке. Сущность: осуществляют испытание на изгиб двух полок образца на любой угол до 90°. Для испытания в качестве технического устройства используют штамп-прибор с пуансонами и матрицами, причем штамп-прибор устанавливается на прессовое оборудование, а в качестве измерительных приборов применяют индикаторы и транспортиры повышенной точности, при помощи которых с высокой точностью определяют линейные и угловые параметры образца после разгрузки. Все варианты данного способа испытания соответствуют производственным процессам гибки листового материала при помощи пуансона и матриц штампа и позволяют с высокой точностью определить угол пружинения и такие предельные параметры, как максимально допустимый угол изгиба и минимально допустимый радиус изгиба до образования трещины на образце, а использование для проведения испытания мощного прессового оборудования дает возможность испытывать образцы большой толщины и ширины, изготовленные из высокопрочных листовых материалов. Технический результат: повышение точности испытания. 5 н.п. ф-лы, 5 ил.
19.
http://www.freepatent.ru/patents/2344406
Способ испытания листового материала на пружинение и предельные параметры при четырехугловой гибке с прижимом краев образца (варианты) (патент РФ № 2344406)
|
Классы МПК: |
G01N3/26.исследование прочностных свойств при скручивании или навивке |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кирюшин Александр Анатольевич (RU), Афанасьев Евгений Васильевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Сущность: осуществляют испытание на изгиб двух полок образца на любой угол до 90° включительно, оставляя плоскими края образца. Для испытания в качестве технического устройства используют штамп-прибор с пуансонами, матрицами и прижимами. Штамп-прибор устанавливается на прессовое оборудование, а в качестве измерительных приборов применяют индикаторы, при помощи которых с высокой точностью определяют линейные, а после расчетов и угловые параметры образца после разгрузки. Технический результат: повышение точности испытаний. 2 н.п. ф-лы, 4 ил.
20.
http://www.freepatent.ru/patents/2349408
Способ многооперационной штамповки сложной крупногабаритной детали с внутренними полостями на стенке из листового материала (варианты) (патент РФ № 2349408)
|
Классы МПК: |
B21D22/20.глубокая вытяжка |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Рябинин Алексей Васильевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к области обработки металлов давлением, в частности позволит изготавливать сложные крупногабаритные цельноштампованные кузовные детали с вогнутыми или выпуклыми внутренними полостями на стенке детали. Деталь изготавливают при помощи двух основных формоизменяющих операций вытяжки и гибки. В процессе вытяжки из вырубленной и изогнутой заготовки получают полуфабрикат с окончательно отформованными внутренними полостями, соответствующими внутренним полостям на стенке детали. Осуществляют обрезку и выполняют вторую основную формоизменяющую операцию гибки для свертывания полуфабриката. Для обеспечения большей точности по второму варианту после свертывания полуфабриката в готовую деталь осуществляют ее правку. Повышается усталостная прочность, коррозионная стойкость и точность детали, снижается норма расхода листового материала на одну деталь, трудоемкость и себестоимость. 2 н.п. ф-лы, 8 ил.
21.
http://www.freepatent.ru/patents/2353457
Штамп для вытяжки сложной крупногабаритной детали на прессе двойного действия (патент РФ № 2353457)
|
Классы МПК: |
B21D22/20.глубокая вытяжка |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Рябинин Алексей Васильевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача заявки:
начало действия патента:
публикация патента: |
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки крупногабаритных деталей из листовых материалов, преимущественно для вытяжки крупногабаритных кузовных деталей. Вырубленную из листового материала и предварительно изогнутую заготовку вытягивают на прессе двойного действия в штампе с перемещающейся с определенной силой центральной частью матрицы, которая в процессе вытяжки создает прижим центральной части заготовки. Матрица штампа выполнена составной из неподвижной периферийной части и имеющей возможность перемещения под действием управляемых по ходу вытяжки пружин подвижной центральной части с фланцем. Рабочая поверхность подвижной центральной части матрицы перед вытяжкой расположена выше рабочей поверхности неподвижной периферийной части матрицы. Периферийная неподвижная часть матрицы опирается через опоры, проходящие сквозь фланец центральной части матрицы, на нижнюю плиту штампа и размещена в полости, выполненной под нее сверху внутри фланца центральной части матрицы. Упомянутые пружины опираются на нижнюю плиту штампа и размещены в полости, выполненной под них снизу внутри фланца центральной части матрицы. Повышается качество, уменьшается норма расхода листового материала на одну деталь, трудоемкость и себестоимость изготовления цельноштампованной детали. 5 ил.
22.
http://www.freepatent.ru/patents/2359243
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при одноугловой гибке (варианты) (патент РФ № 2359243)
|
Классы МПК: |
G01N3/20.путем приложения постоянных изгибающих моментов |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кирюшин Александр Анатольевич (RU), Жарков Валерий Алексеевич (RU), Афанасьев Евгений Васильевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке и может быть использовано во всех отраслях народного хозяйства для оценки параметров деформирования и штампуемости различных листовых материалов. Технический результат направлен на обеспечение возможности более точно определить пригодность материала для штамповки деталей повышенной точности. Указанный технический результат достигают тем, что для испытания в качестве технического устройства используют штамп-прибор с пуансоном, матрицей, прижимной плитой, причем штамп-прибор устанавливается на мощное прессовое оборудование, а в качестве измерительных приборов применяют индикатор, масштабную линейку или транспортир повышенной точности, при помощи которых с высокой точностью определяют линейные и угловые параметры образца после разгрузки, а затем по формулам рассчитывают угол пружинения образца. С целью жесткого прижима края образца перед испытанием в штампе-приборе применены различные варианты стопорных элементов. 4 з.п. ф-лы, 5 ил.
23.
http://www.freepatent.ru/patents/2362138
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при четырехугловой гибке с прижимом краев образца (варианты) (патент РФ № 2362138)
|
Классы МПК: |
G01N3/26.исследование прочностных свойств при скручивании или навивке |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кирюшин Александр Анатольевич (RU), Афанасьев Евгений Васильевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение направлено на разработку нового штампа-прибора для технологического испытания листового материала на пружинение и предельные параметры деформирования. В большей мере (чем известные способы) соответствующего схеме деформирования и формоизменения заготовки в производственных условиях на операциях гибки разнообразных деталей и позволяющего более точно определить пригодность и тонкого, и толстого материала для штамповки деталей повышенной точности на данных операциях. Указанный технический результат достигают тем, что для испытания в качестве технического устройства используют штамп-прибор с пуансонами, матрицами и прижимами краев образца, причем штамп-прибор устанавливается на прессовое оборудование, а в качестве измерительных приборов применяют три индикатора, при помощи которых с высокой точностью определяют линейные и угловые параметры образца после разгрузки. Все варианты данного штампа-прибора соответствуют производственным штампам для гибки листового материала при помощи пуансона, матриц и прижимов и позволяют с высокой точностью определить угол пружинения и такие предельные параметры, как максимально допустимый угол изгиба и минимально допустимый радиус изгиба до образования трещины на образце, а также вид трещины и характер разрушения материала после изгиба. Штамп-прибор устанавливают на мощное прессовое оборудование, что дает возможность испытывать образцы большой толщины и ширины, изготовленные из высокопрочных листовых материалов. 2 н.п. ф-лы, 4 ил.
24.
http://www.freepatent.ru/patents/2366527
Штамп для вытяжки кузовных деталей
|
Классы МПК: |
B21D22/20.глубокая вытяжка |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке и может быть использовано во всех отраслях народного хозяйства для вытяжки различных деталей из листовых материалов, преимущественно для вытяжки кузовных деталей автомобилей. Штамп содержит пуансон, прижим с перетяжным порогом и матрицу с верхней прижимной поверхностью, отверстием и углублением под перетяжной порог. При этом матрица имеет первую и вторую вытяжные кромки. Углубление под перетяжной порог выполнено с обеспечением зазора относительно перетяжного порога, равного толщине штампуемого материала с учетом его положительного допуска по толщине. Контур отверстия матрицы образован с учетом упомянутого углубления. А поверхность контакта с заготовкой упомянутого углубления образована первой вытяжной кромкой матрицы, боковой поверхностью углубления и второй вытяжной кромкой матрицы, переходящей на верхнюю прижимную поверхность матрицы. Повышается точность и качество вытягиваемых деталей при экономии листового материала. 4 ил.
25.
http://www.freepatent.ru/patents/2370748
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краев образца (варианты)
|
Классы МПК: |
G01N3/28.исследование пластичности, например при определении пригодности листового металла для глубокой вытяжки или выдавливания |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кирюшин Александр Анатольевич (RU), Афанасьев Евгений Васильевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Сущность: осуществляют испытание на изгиб двух полок образца на любой угол до 90°. Для испытания в качестве технического устройства используют штамп-прибор с пуансонами и матрицами, причем штамп-прибор устанавливается на прессовое оборудование, а в качестве измерительных приборов применяют индикаторы и транспортиры повышенной точности, при помощи которых с высокой точностью определяют линейные и угловые параметры образца после разгрузки. Технический результат: разработка нового способа, позволяющего более строго определить пригодность материала для штамповки деталей повышенной точности. 7 н.п. ф-лы, 7 ил.
26.
http://www.freepatent.ru/patents/2379145
Способ правки и штамп для правки пластическим деформированием сложной крупногабаритной детали из листового материала
|
Классы МПК: |
B21D1/08..на полых изделиях, изготовленных из листового металла |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к области обработки давлением и может быть использовано для правки пластическим деформированием сложной крупногабаритной детали из листового материала. Правку уложенного в штамп полуфабриката осуществляют последовательно за два этапа. Для правки применяют пуансон, состоящий из центральной подвижной части, опирающейся на управляемые пневмо- или гидропружины, и периферийной неподвижной части. На первом этапе проводят предварительную правку боковой поверхности полуфабриката при неподвижной центральной части пуансона. На втором этапе проводят окончательную правку верхней и нижней поверхностей полуфабриката. Повышается точность отштампованной детали. 2 н.п. ф-лы, 8 ил.
27.
http://www.freepatent.ru/patents/2399036
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краем образца (варианты)
|
Классы МПК: |
G01N3/28.исследование пластичности, например при определении пригодности листового металла для глубокой вытяжки или выдавливания |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кирюшин Александр Анатольевич (RU), Афанасьев Евгений Васильевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Штамп-прибор содержит пуансон, матрицы и прижимы краев образца. Штамп-прибор устанавливается на прессовое оборудование, а в качестве измерительных приборов применяют три или пять индикаторов и транспортиры повышенной точности, при помощи которых с высокой точностью определяют линейные и угловые параметры образца после разгрузки. Все варианты данного штампа-прибора соответствуют производственным штампам для гибки листового материала при помощи пуансона, матриц и прижимов и позволяют с высокой точностью определить угол пружинения и такие предельные параметры, как максимально допустимый угол изгиба и минимально допустимый радиус изгиба до образования трещины на образце, а также вид трещины и характер разрушения материала после изгиба. 4 н.п. ф-лы, 5 ил.
28.
http://www.freepatent.ru/patents/2401173
Способ вытяжки и штамп для вытяжки сложной крупногабаритной детали из листовой заготовки
|
Классы МПК: |
B21D22/26..для изготовления
специальных изделий, например неправильной формы |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки крупногабаритных деталей из листовых материалов. Способ включает укладку заготовки на штамп пресса двойного или тройного действия, прижим фланца заготовки и втягивание центральной части заготовки в рабочую полость матрицы пуансоном. На поверхности матрицы установлены два неподвижных упора с крюками и напротив них два подвижных упора с крюками. Укладывают заготовку в штамп с обеспечением ее прогиба. Опускают заготовку со скольжением ее краев по поверхности упоров с крюками. Два противоположных края заготовки расположены ниже крюков неподвижных и подвижных упоров, что фиксирует заготовку. Осуществляют предварительный изгиб центральной части заготовки по цилиндрической поверхности. Предварительно изогнутую заготовку опускают прижимной плитой внутрь матрицы и одновременно осуществляют окончательный изгиб. Затем осуществляют прижим фланца окончательно изогнутой заготовки и втягивание центральной части заготовки. Штамп содержит пуансон, ползун пресса, неподвижную нижнюю плиту, матрицу и прижимную плиту. Он снабжен неподвижными упорами с крюками и расположенными напротив двумя подвижными упорами с крюками. Матрица выполнена с развертывающейся прижимной поверхностью. Оси направляющих узлов расположены горизонтально. В результате обеспечивается повышение точности детали и производительности, уменьшение нормы расхода листового материала и трудоемкости. 2 н.з. ф-лы, 9 ил.
29.
http://www.freepatent.ru/patents/2423199
Способ вытяжки и штамп для вытяжки сложной крупногабаритной детали из листовой заготовки (варианты)
|
Классы МПК: |
B21D22/22..с приспособлениями для захвата края заготовки |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к обработке металлов давлением, в частности к вытяжке детали повышенной точности. Плоскую или близкую к плоской пространственную листовую заготовку укладывают между двумя неподвижными упорами с крюками и между расположенными напротив этих неподвижных упоров одним или двумя подвижными упорами с крюками, которые имеют возможность перемещаться по горизонтали или под углом к горизонтали навстречу неподвижным упорам при помощи направляющих узлов и клиньев, закрепленных на прижимной плите. Перемещая эти упоры навстречу расположенным напротив неподвижным упорам с крюками и при помощи крюков подвижных упоров, подают один край заготовки к оси штампа и предварительно изгибают заготовку в матрицу, в то время как противоположный край заготовки удерживают крюками неподвижных упоров, создавая набор материала заготовки перед ее прижимом, при дальнейшем ходе наружного ползуна с прижимной плитой предварительно изогнутую заготовку прижимают, а затем при ходе внутреннего ползуна вытягивают заданную деталь. Повышается точность детали, уменьшаются норма расхода листового материала на одну деталь и трудоемкость изготовления этой детали. 3 н. и 2 з.п. ф-лы, 7 ил.
30.
http://www.freepatent.ru/patents/2429098
Способ вытяжки сложных крупногабаритных деталей в штампе на прессе двойного действия (варианты)
|
Классы МПК: |
B21D22/26..для изготовления
специальных изделий, например неправильной формы |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Рябинин Алексей Васильевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки крупногабаритных деталей из листовых материалов. Вырубленную из листового материала и предварительно изогнутую заготовку вытягивают на прессе двойного действия в штампе с перемещающейся центральной частью матрицы. Центральная часть матрицы в процессе вытяжки создает прижим центральной части заготовки с предварительным прижимом периферийной части заготовки. По первому варианту силу пружин, размещенных под центральной частью матрицы, устанавливают больше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение всего процесса деформирования заготовки. По второму варианту силу пружин, размещенных под центральной частью матрицы, устанавливают меньше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение начальной стадии вытяжки и больше силы деформирования этой части заготовки в течение промежуточной и заключительной стадий вытяжки. По третьему варианту силу пружин устанавливают меньше силы деформирования части заготовки, расположенной над центральной частью матрицы, в течение начальной и промежуточной стадий вытяжки и больше силы деформирования этой части заготовки в течение заключительной стадии вытяжки. В результате обеспечивается увеличение усталостной прочности, коррозионной стойкости и точности деталей, а также уменьшение отходов листового материала и трудоемкости. 3 н.п. ф-лы, 7 ил.
31.
http://www.freepatent.ru/patents/2438823
Способ изготовления сложной крупногабаритной цельноштампованной детали из листовой заготовки
|
Классы МПК: |
B21D53/00Изготовление прочих специальных изделий |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к обработке давлением и может быть использовано при изготовлении сложных крупногабаритных цельноштампованных деталей из листовых материалов, преимущественно кузовных деталей транспортных средств. Производят штамповку детали из заготовки, сваренной из двух листов. Заготовку сваривают по ломаной линии, один из отрезков которой является наиболее длинным. Указанный отрезок располагают с учетом положения отштампованной детали в узле изделия. При этом используют листы одинаковой номинальной толщины из материалов различных марок. Прочность, пластичность, сопротивление усталости и ударным нагрузкам первого листа, из которого штампуют наиболее напряженный участок детали, выше упомянутых параметров второго листа, из которого штампуют менее напряженный участок детали. Штамповка включает операции вырубки, гибки, вытяжки, обрезки, правки, пробивки и отбортовки. В результате обеспечивается возможность изменения прочности и жесткости отдельных участков детали в соответствии с требованиями к функционированию этой детали в узле изделия, что позволяет повысить качество деталей и снизить материалоемкость. 5 з.п. ф-лы, 4 ил.
32.
http://www.freepatent.ru/patents/2442672
Способ вытяжки сложной крупногабаритной детали (варианты)
|
Классы МПК: |
B21D22/22..с приспособлениями для захвата края заготовки |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Антонец Александр Николаевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Способ включает укладку заготовки, прижим фланца заготовки, втягивание центральной части заготовки пунсоном в рабочую полость матрицы вдоль ее контура с одновременным торможением фланца заготовки посредством перетяжных ребер. Контур матрицы состоит в плане из прямолинейных или криволинейных выпуклых отрезков с закругленными угловыми отрезками. По-первому варианту перетяжные ребра располагают на плоской прижимной поверхности матрицы, а торможение фланца осуществляют ползуном пресса или автомата. По-второму варианту перетяжные ребра располагают на пространственной развертывающейся прижимной поверхности матрицы, а торможение фланца - ползуном пресса или автомата. По-третьему варианту перетяжные ребра располагают на матрице, а торможение фланца - ползуном пресса или автомата. По-четвертому варианту перетяжные ребра располагают на матрице, а торможение фланца - подушкой пресса. По-пятому варианту перетяжные ребра располагают на прижимной плите, а торможение фланца - подушкой пресса. В результате обеспечивается исключение складкообразования заготовки. 5 н.п. ф-лы, 9 ил.
33.
http://www.freepatent.ru/patents/2457058
Штамп для вытяжки сложной крупногабаритной пространственной детали с прижимом краевой части половины листовой заготовки (варианты)
|
Классы МПК: |
B21D22/02.штамповка с помощью
штампов, пуансонов и т.п. инструментов |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU), Рябинин Алексей Васильевич (RU), Ситник Вячеслав Александрович (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Штамп содержит пуансон, матрицу и прижим. В первом варианте штамп предназначен для установки на прессе двойного или тройного действия, содержащем внутренний ползун и наружный ползун. Пуансон закреплен на внутреннем ползуне пресса. Прижим штампа закреплен на наружном ползуне пресса и имеет половину конструкции для прижима краевой части половины листовой заготовки между развертывающимися прижимными поверхностями матрицы и прижима. Во втором варианте штамп предназначен для установки на прессе простого действия или многопозиционном пресс-автомате и содержит неподвижную нижнюю плиту. Пуансон закреплен на нижней плите штампа. Матрица в двух вариантах имеет выступающие по высоте части, выполненные с закруглениями для обеспечения изгибания пуансоном свободной половины листовой заготовки, одновременного перемещения свободной части листовой заготовки к прижатой части и осуществления набора материала в центральной части листовой заготовки. В результате обеспечивается уменьшение нормы расхода листового материала на одну деталь и снижение трудоемкости изготовления штампа. 2 н.п. ф-лы, 5 ил.
34.
http://www.freepatent.ru/patents/2457059
Способ вытяжки сложной крупногабаритной пространственной детали с прижимом краевой части половины листовой заготовки (варианты)
|
Классы МПК: |
B21D22/22..с приспособлениями для захвата края заготовки |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU), Рябинин Алексей Васильевич (RU), Ситник Вячеслав Александрович (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к области обработки металлов давлением, в частности к вытяжке сложных крупногабаритных пространственных деталей. На прессе сначала осуществляют формоизменение и прижим краевой части только половины заготовки между развертывающимися прижимными поверхностями матрицы и прижима, а затем при ходе ползуна пресса закрепленный на этом ползуне пуансон сначала изгибает свободную половину заготовки, расположенную напротив прижатой половины заготовки, по закруглениям выступающих по высоте частей матрицы, одновременно перемещая свободную часть заготовки к прижатой части и тем самым осуществляя набор материала в центральной части заготовки перед последующей рельефной формовкой этой части заготовки, затем пуансон по матрице вытягивает стенки полуфабриката из-под прижатой половины заготовки и одновременно за счет набранного материала осуществляет рельефную формовку центральной части заготовки по рабочей поверхности центральной части полости матрицы и в конце хода выполняет правку давлением поверхности вытянутого полуфабриката между рабочими поверхностями пуансона и матрицы. Данный способ вытяжки дает уменьшение массы идущего в отход технологического припуска и за счет этого уменьшение нормы расхода листового материала на одну деталь. 2 н.п. ф-лы, 5 ил.
35.
http://www.freepatent.ru/patents/2460985
Способ испытания листового материала на пружинение и предельные параметры при вытяжке стакана с фланцем (варианты)
|
Классы МПК: |
G01N3/28.исследование пластичности, например при определении пригодности листового металла для глубокой вытяжки или выдавливания |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU), Кирюшин Александр Анатольевич (RU), Афанасьев Евгений Васильевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Сущность: осуществляют испытание на вытяжку заготовки в стенки стакана на любой угол до 90° от горизонтали, оставляя плоскими края стакана. Для испытания в качестве технического устройства используют штамп-прибор с пуансоном, матрицей и прижимом. Штамп-прибор устанавливается на прессовое оборудование, а в качестве измерительных приборов применяют индикаторы, при помощи которых с высокой точностью определяют линейные, а после расчетов и угловые параметры точности геометрии стакана. Технический результат: разработка способа технологического испытания листового материала на пружинение и предельные параметры при вытяжке стакана с фланцем, соответствующего схеме формоизменения заготовки в производственных условиях на операциях вытяжки разнообразных деталей из заготовок больших толщин и размеров, изготовленных из высокопрочных листовых материалов, и позволяющего более строго определить пригодность материала для штамповки деталей повышенной точности на данных операциях. 2 н.п. ф-лы, 6 ил.
36.
http://www.freepatent.ru/patents/2479374
Способ вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
|
Классы МПК: |
B21D22/26..для изготовления
специальных изделий, например неправильной формы |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. Осуществляют укладку листовой заготовки на штамп пресса двойного или тройного действия в первом варианте и на штамп пресса простого действия или многопозиционного пресса-автомата во втором варианте. Далее осуществляют прижим краевой части листовой заготовки прижимной плитой штампа к прижимной поверхности матрицы. Затем втягивают центральную часть листовой заготовки пунсоном в рабочую полость матрицы с одновременным торможением краевой части листовой заготовки при помощи прижимной плиты. Осуществляют окончание процесса вытяжки полуфабриката путем выхода пуансона из матрицы и отхода прижимной плиты от полуфабриката или путем выхода матрицы из пуансона и одновременного подъема прижимной плиты вместе с полуфабрикатом. После окончания процесса вытяжки полуфабриката включают расположенные в матрице по периметру напротив краевой части полуфабриката пневмосъемники. Штоки пневмосъемников выдвигают из прижимной поверхности матрицы и отсоединяют краевую часть полуфабриката от прижимной поверхности матрицы, а также выталкивают полуфабрикат из полости матрицы. В результате обеспечивается повышение точности и качества вытягиваемого полуфабриката и устранение складкообразования и изломов на его поверхности. 2 н.п.ф-лы, 2 ил.
37.
http://www.freepatent.ru/patents/2480305
Штамп для вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
|
Классы МПК: |
B21D37/00Рабочие инструменты устройств, отнесенных к данному подклассу (форма или конструкция
инструментов для определенных операций отнесены к группам,
соответствующим этим операциям) |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Кандауров Павел Иванович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке. В первом варианте штамп содержит пуансон, матрицу с рабочей полостью, прижимной поверхностью и выталкивателем, прижимную плиту и установлен на прессе двойного или тройного действия. В матрице по периметру напротив краевой части полуфабриката закреплены, по меньшей мере, два пневмосъемника с поршнями и штоками. Штоки выполнены с возможностью выдвижения из прижимной поверхности матрицы для отсоединения краевой части полуфабриката от прижимной поверхности матрицы в момент начала хода вверх расположенного в матрице выталкивателя. Во втором варианте штамп содержит пуансон, матрицу с рабочей полостью и прижимной поверхностью, прижимную плиту и установлен на прессе простого действия или многопозиционном прессе-автомате. В матрице по периметру напротив краевой части полуфабриката закреплены, по меньшей мере, два пневмосъемника с поршнями и штоками. Штоки выполнены с возможностью выдвижения из прижимной поверхности матрицы для отсоединения краевой части полуфабриката от прижимной поверхности матрицы перед съемом полуфабриката. В результате обеспечиваются исключение потери устойчивости и выворачивания краевой части полуфабриката, повышение точности и качества вытягиваемого полуфабриката, устранение складкообразования и изломов на его поверхности, уменьшение нормы расхода листового материала и снижение трудоемкости. 2 н.п. ф-лы, 2 ил.
38.
http://www.freepatent.ru/patents/2481913
Способ вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
|
Классы МПК: |
B21D22/20.глубокая вытяжка |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU), Волохов Олег Владимирович (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к области обработки металлов давлением и может быть использовано при вытяжке полуфабриката из листовой заготовки. После вытяжки полуфабриката и выхода пуансона из матрицы па прессе двойного или тройного действия или выхода матрицы из пуансона на прессе простого действия или многопозиционном автомате в момент разъединения отштампованного полуфабриката от поверхностей рабочих элементов штампа через отверстия на прижимной поверхности матрицы подают сжатый воздух по периметру краевой части полуфабриката, и этот сжатый воздух надежно и бездефектно отсоединяет от поверхностей рабочих элементов штампа краевую часть полуфабриката. Повышаются точность и качество вытягиваемого полуфабриката, снижаются трудоемкость и себестоимость изготовления этого полуфабриката. 2 н.п. ф-лы, 2 ил.
39.
http://www.freepatent.ru/patents/2501618
Штамп для вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
|
Классы МПК: |
B21D22/20.глубокая вытяжка |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU), Волохов Олег Владленович (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к обработке металлов давлением и может быть использовано для вытяжки полуфабриката из листовой заготовки па прессе. Один вариант штампа предназначен для использования на прессе двойного или тройного действия. При этом матрица выполнена с отверстиями на прижимной поверхности и снабжена распределителями с трубками для подвода сжатого воздуха в упомянутые отверстия прижимной поверхности матрицы. Причем распределители выполнены с возможностью подачи сжатого воздуха через отверстия в прижимной поверхности матрицы на краевую часть вытянутого полуфабриката после окончания процесса вытяжки полуфабриката в момент начала подъема выталкивателя для выталкивания полуфабриката из матрицы. Другой вариант штампа предназначен для использования на прессе простого действия или многопозиционном прессе-автомате. В этом варианте штампа матрица выполнена аналогично первому варианту, а распределители выполнены с возможностью подачи сжатого воздуха через отверстия в прижимной поверхности матрицы на краевую часть вытянутого полуфабриката после окончания процесса вытяжки полуфабриката в момент начала отсоединения матрицы от прижимной плиты. Повышается точность и качество вытягиваемого полуфабриката. 2 н.п. ф-лы, 2 ил.
40.
http://www.freepatent.ru/patents/2502575
Способ штамповки коробки из листовой заготовки на прессе двойного действия
|
Классы МПК: |
B21D22/00Обработка давлением без резки путем штамповки, ротационного выдавливания или глубокой вытяжки |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Вавулин Евгений Владимирович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к листовой штамповке и может быть использовано для вытяжки коробок с разнообразной в плане конфигурацией. Процесс вытяжки основного участка по высоте стенки коробки из краевой части заготовки совмещают с процессом незавершенной отбортовки дополнительного участка по высоте стенки коробки из центральной части заготовки, прилегающей к предварительно пробитому отверстию, в итоге, предельная высота коробки до разрушения заготовки увеличивается по сравнению с вытяжкой коробки без добавления процесса незавершенной отбортовки. Повышается точность коробки и снижается брак. 2 ил.
41.
http://www.freepatent.ru/patents/2523641
Способ малоотходной двухрядной вырубки заготовок из ленты (варианты)
|
Классы МПК: |
B21D28/06..изготовление нескольких изделий из одной и той же заготовки; изготовление изделий без отходов |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача заявки:
начало действия патента:
публикация патента: |
Изобретение относится к области обработки металлов давлением, в частности к вырубке заготовок. Сначала проектируют схему двухрядного шахматного расположения на ленте без перемычек одной конфигурации заготовок расчетного контура в первом ряду и такой же или другой конфигурации заготовок расчетного контура во втором ряду и определяют ширину ленты. Затем при помощи одного вырубного штампа с пуансонами и ножами в верхней его части и с пуансонами и ножами в нижней его части, установленного на прессовом оборудовании, на первой верхней позиции штампа, на расстоянии шага подачи ленты от вертикальной оси предыдущей заготовки в верхнем ряду, при помощи пуансонов и верхних ножей касательно расчетным контурам заготовок вырубают одну заготовку с фактическим контуром из верхнего ряда. По другому варианту, одновременно вырубают вторую заготовку с фактическим контуром из нижнего ряда, далее, для вырубки следующей одной или двух заготовок, ленту или вырубной штамп перемещают в поперечном направлении вверх на такую величину, чтобы пуансоны и ножи верхней половины вырубного штампа вышли за край ленты, ленту подают на шаг в продольном направлении, на первой нижней позиции штампа, на расстоянии шага подачи ленты от вертикальной оси предыдущей заготовки в верхнем ряду, при помощи нижних ножей касательно расчетным контурам заготовок отрезают одну заготовку с фактическим контуром из нижнего ряда. Аналогично ленту или вырубной штамп перемещают вниз в поперечном направлении, ленту подают на шаг в продольном направлении и циклы вырубки по одной или по две заготовки за каждый ход оборудования, на котором установлен вырубной штамп, автоматически повторяются. Повышается точность вырубленных заготовок и стойкость вырубного штампа. 7 н.п. ф-лы, 7 ил.
42.
http://www.freepatent.ru/patents/2527820
Способ штамповки коробки из листовой заготовки на прессе простого действия
|
Классы МПК: |
B21D22/00Обработка давлением без резки путем штамповки, ротационного выдавливания или глубокой вытяжки |
|
Автор(ы): |
Ананченко Игорь Юрьевич (RU), Вавулин Евгений Владимирович (RU), Жарков Валерий Алексеевич (RU) |
|
Патентообладатель(и): |
Открытое акционерное общество "АВТОВАЗ" (RU) |
|
Приоритеты: |
подача
заявки:
начало
действия патента:
публикация
патента: |
Изобретение относится к обработке металлов давлением, в частности к штамповке коробки на прессе простого действия. Предварительно изготавливают листовую заготовку с пробитыми отверстиями, расположенными в местах, соответствующих опасным сечениям в процессе вытяжки и расположенных напротив закруглений минимального радиуса кривизны стенки коробки в плане, форму и размеры которых определяют предварительно. Вытяжку коробки осуществляют на каждом из упомянутых угловых закруглений минимального радиуса кривизны образующейся стенки коробки в плане с образованием основного участка по высоте стенки коробки из краевой части заготовки и совмещают с отбортовкой дополнительных участков по высоте стенки коробки. При этом задают определенную величину силы прижатия фланца заготовки. В конце вытяжки коробки с фланцев при подходе к нижнему крайнему положению штампа для вытяжки, оставшиеся на фланце складки небольшой высоты правят между рабочей поверхностью прижима и прижимной поверхностью матрицы силой ползуна пресса, выполняют правку дна коробки. Повышается качество и снижается брак. 2 ил.
Дополнительные сведения по приведённым выше патентам:
Ананченко Игорь Юрьевич, Жарков Валерий Алексеевич, Кирюшин Александр Анатольевич, Афанасьев Евгений Васильевич. Способ испытания листового материала на пружинение и предельные параметры при вытяжке стакана с фланцем (Варианты). Патент RU(11) 2 460 985 (13) C2 МПК G01N 3/28 (2006.01). Патентообладатель: Открытое акционерное общество "АВТОВАЗ". Опубликовано: 10.09.2012 Бюл. № 25.
Ананченко Игорь Юрьевич, Жарков Валерий Алексеевич, Рябинин Алексей Васильевич, Ситник Вячеслав Александрович. Способ вытяжки сложной крупногабаритной пространственной детали с прижимом краевой части половины листовой заготовки (Варианты). Патент 2 457 059. Зарегистрировано в Государственном реестре изобретений РФ 27.07.2012. Патентообладатель: Открытое акционерное общество "АВТОВАЗ".
Ананченко Игорь Юрьевич, Жарков Валерий Алексеевич, Рябинин Алексей Васильевич, Ситник Вячеслав Александрович. Штамп для вытяжки сложной крупногабаритной пространственной детали с прижимом краевой части половины листовой заготовки (Варианты). Патент 2 457 058. Зарегистрировано в Государственном реестре изобретений РФ 27.07.2012. Патентообладатель: Открытое акционерное общество "АВТОВАЗ".
Выше приведён список свежих патентов Жаркова В. А. в соавторстве с сотрудниками Волжского автомобильного завода.
В дальнейшем, по мере получения самых свежих следующих патентов, мы будем расширять этот перечень и добавлять в него аннотации и полные описания наших патентов.
Книги и статьи д.т.н. Жаркова В. А.
Д.т.н. Жарков В. А. опубликовал более 100 книг и статей в отечественных и зарубежных издательствах, вот некоторые из них.
Книга в Англии:
Zharkov V. A. Theory and Practice of Deep Drawing. – London, Mechanical Engineering Publications Limited, 1995. – 601 pages.
Более 30 книг, опубликованные Жарковым В. А. в собственном издательстве 000 "Издательство "Жарков Пресс" и представленные на сайте издательства www.ZharkovPress.com, например:
Жарков В. А. Теория Жаркова В. А. листовой штамповки. – М.: Издательство "Жарков Пресс", 2012. – 968 страниц с видео-диском.
Жарков В. А. Компьютерное моделирование штамповки материалов в системе Marc 2014 корпорации MSC Software (США). – М.: Издательство "Жарков Пресс", 2014. – 927 страниц с видео-диском.
Жарков В.А. Программирование на Visual C# 2014 задач в учёбе, науке и технике. – М.: Издательство "Жарков Пресс", 2013. – 818 страниц с видео-диском.
Серии статей, опубликованные за рубежом, например, серия из 10 статей в главном итальянском журнале по штамповке Lamiera:
Zharkov V.A. Metodologia di sviluppo rapido di sistemi Cad/Cam. Lamiera (Italy), 2002, n.9, 178-183; 2003, n.3, 158-166; 2003, n. 4, 194-200; 2003, n. 9, 194-206; 2003, n. 11, 158-169; 2004, n. 3, 114-123; 2004, n. 6, 116-127; 2004, n. 7, 96-107; 2004, n. 8, 98-104; 2005, n. 3.
Серии статей, опубликованные в отечественных журналах, например, серия из 7 статей в главном российском техническом журнале "Вестник машиностроения":
Жарков В. А. Моделирование в системе Marc обработки материалов в машиностроении. Части 1, 2, 3, 4, 5, 6, 7. – Вестник машиностроения, 2012, № 8, 9, 10, 11, 12; 2013, № 2, 3.
Продолжение следует.